微凹版涂布作为凹版涂布的一种,属于辊式涂布。它与凹版涂布的区别主要在于凹版辊径、背辊以及凹版辊与基材的运动方向。微凹辊涂布方式的开发是基于市场对于薄层涂布均匀需求的提高。这种新的涂布方式机构简单,工艺重复性好并且可靠。随着高功能薄膜市场需求日益增长和湿法涂布工艺普及,微凹版涂布将在高端功能薄膜深加工行业中得到广泛应用。
凹版涂布凹版涂布是应用凹版胶印原理而设计的一种涂布方法,其也可有二辊、三辊、四辊凹版辊涂布方法。凹版辊的表面雕刻有各种凹形网纹,如下图所示,用以容纳一定量的涂料。涂布时,凹版辊1从涂料槽中带上涂料,经刮刀除去凹版辊表面多余的涂料后将剩余在凹纹内的定量涂料转移到绕经背辊2的被涂基材3上。通常背辊表面均包覆有相当硬度的橡胶层。涂布时与涂布辊压紧形成一定的线压力,以使凹版网点内的涂料能转移到被涂基材上。显然,涂布量取决于凹版辊网点的图形及其雕刻深度。在涂料含固量固定的情况下,选用合适网点的凹版辊,就能得到所需的涂布量。涂膜层的表观质量,很大程度上取决于涂料的黏度及流变特性。
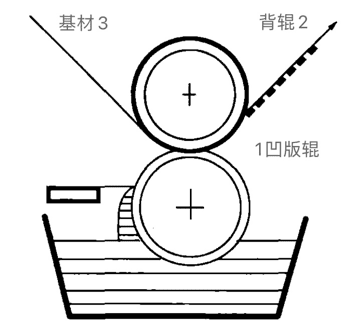

二辊凹版涂布工作原理
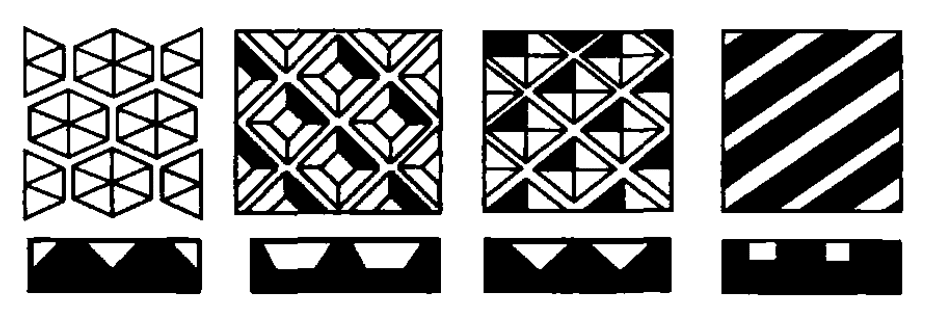
几种凹版辊的网纹图
凹版涂布可用于涂布胶黏带、磁带、硅胶带等产品。典型的工艺条件是:1~50um的涂层厚度,15~1500MPa·s的黏度,车速可高达600m/min。
凹版涂布的主要优点是可在高车速下得到很薄的涂层,其主要缺点是有时难以消除凹版辊的网纹。涂层的均匀性很大程度上取决于凹版辊凹纹内的容积,一般凹版辊的涂布转移量约为其容积的60%。
微凹版涂布原理及涂布工艺微凹版涂布方式使用一个凹版辊,凹版辊表面安装在轴承上,部分浸在供料盘里,旋转的轴带起涂料,经过一个柔性刚刮刀定量后,由反向运动基材带走涂布液,实现均匀薄层涂布。微凹版涂布凹版辊的旋转方向和片基的运动方向相反,吻合表示不用背辊将片基压到凹版辊上。如果片基的运行方向和凹版辊的方向一致,物料就会分离,一部分到片基,一部分停留在凹版辊上。
微凹辊涂布采用吻涂的方式,而普通凹版涂布基本上都有背辊,背辊的作用是使基材与凹版辊更好的接触,使涂布液更多的转移。但是由于背辊产生了压力,当压力不当时,基材容易产生皱纹等问题,从而产生涂布不均匀现象。微凹版涂布使用吻涂,一些潜在的问题就没有了。
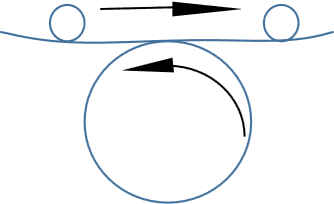
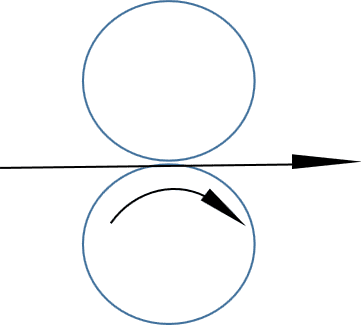
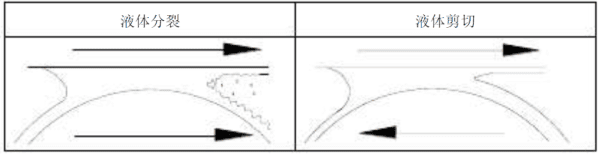
正涂逆涂对涂布效果的影响
正向涂布时,液体一部分涂在基材上,一部分留在辊子上,液体被分裂,中间产生拉丝和小液滴,涂布表面变得不均匀。
逆向涂布时,由于辊子和基材的运动方向不同,会产生剪切力,不会产生拉丝和小液滴,表面更均匀。
微凹版涂布的优点:
可以将很薄的涂层涂到很薄的材料上,由于无背压辊,在涂布面没有胶印、褶皱等缺陷;由于刮刀轻接触网纹辊,刮刀和网辊的磨损都比较小;微凹辊直径小,重量轻,涂布不同涂布量,更换微凹辊比较方便;反向涂布可以获得比较平整的涂布,涂布量均匀分布。微型凹版涂布的缺点:
微型凹版涂布的蓄胶槽在涂布时胶液需保持溢满的状态,微凹辊只与溢出来的液相接触,故而无法将蓄胶槽里的胶液完全充分利用,且无法回收利用,因此造成一定量的浪费微型凹版涂布的供胶系统比较复杂,清洗以及拆卸比较困难,常常需要1-2个小时的时间微凹辊若使用完清洗不干净,则容易造成微凹辊生锈。微凹涂布应用:遮光膜、各种光学膜、锂电池用材料、各种复合用胶带、菲林胶片、保护膜等。
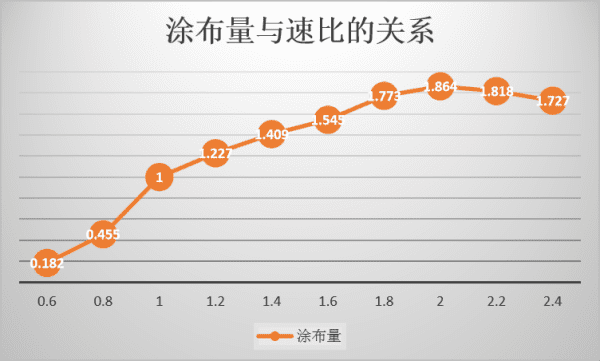
锂电池隔膜及极片的涂布:早期主要使用φ50mm的微凹辊,目前普遍使用φ80-100mm的微凹辊,而上海村田占据锂电池隔膜涂布行业70%份额。离型膜:离型膜尤其是光学级别的离型膜,主要应用φ50mm的微凹辊。光学膜:光学膜涉及范围较广,应用微凹辊案例较多,目前主流使用韩国的镀铬微凹辊和村田的陶瓷微凹辊。其他行业:ITO、电化铝等行业均有少量应用微凹辊的案例。涂料及基材对涂布量的影响速比对涂布量的影响:速比是影响涂布量的最大因素,随着速比的上升,涂布厚度也逐渐上升。在大约速比为 2 时,达到了最大值,然后随速比增加而下降。在速比 0.6~1 的阶段,涂布厚度上升比较快,但是在现场中,涂层出现了条纹等问题。
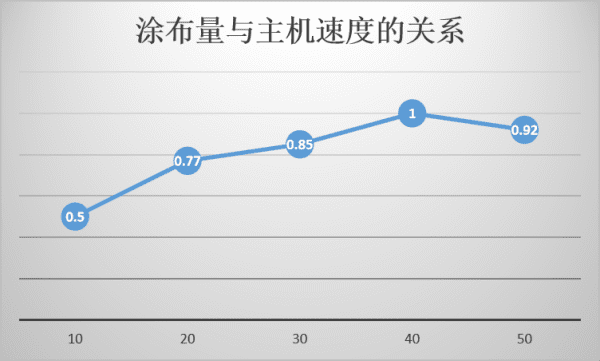
主机速度对涂布量的影响:主机速度是影响涂布量的第二大因素,随主机速度的上升,涂布厚度也随之上升,40m/min 时达到最大值,随后缓慢下降。
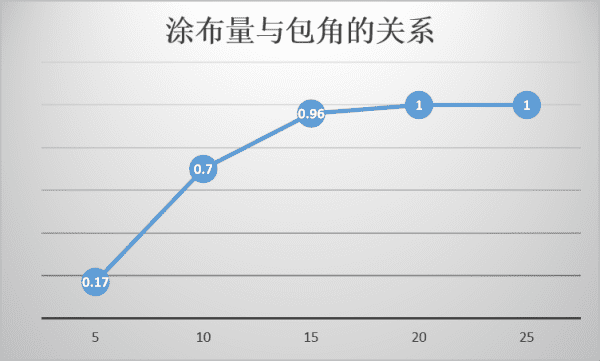
包角对涂布量的影响:适当的包角是涂布量稳定的重要因素,随包角的增大,涂布厚度有递增的趋势。在 5°到 15°之间,涂布厚度变化较快,在 15°到 25°度之间,涂布厚度变化缓慢。
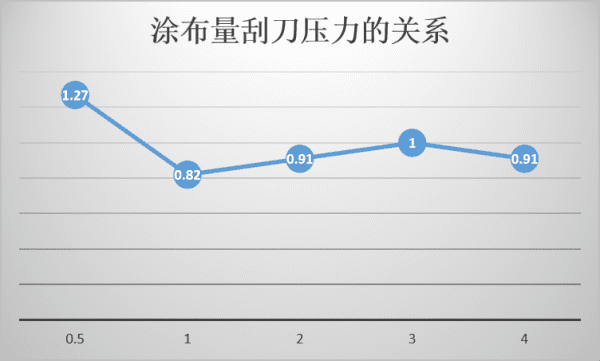
刮刀压力对涂布量的影响:在刮刀压力较小的情况下,涂布厚度较大。增加刮刀压力,使得涂布厚度快速减小。随后从 1kg 到 4kg,涂布厚度比较稳定。但是从现场来看,刮刀压力过大时,刮刀会出现轻微变形,导致涂布不均匀。
微凹辊涂布的肥边现象
微凹辊涂布中,常常会出现,在横向上涂层厚度不均,体现为操作侧涂布量较大,传动侧涂布量较小,使产品的次品率上升。涂布液的粘度越小,涂布速度越高,肥边现象月严重,而蜂巢型基本不会出现这种问题。
肥边螺旋推进说:斜线型网穴在网纹辊上一般呈45°角排列,辊筒可以看成是螺纹非常细的螺杆,当螺杆转动时,会推动涂布液顺着网穴流动,向一段汇聚,造成肥边现象。该说法很好解释了蜂巢型无肥边现象的原因。肥边振动说:微凹辊的操作侧的振动,显著大于传动侧,导致两次的涂布量不同。该理论与大部分案例操作侧涂布量大于传动侧相符,但是暂时无法解释蜂巢型无肥边的现象。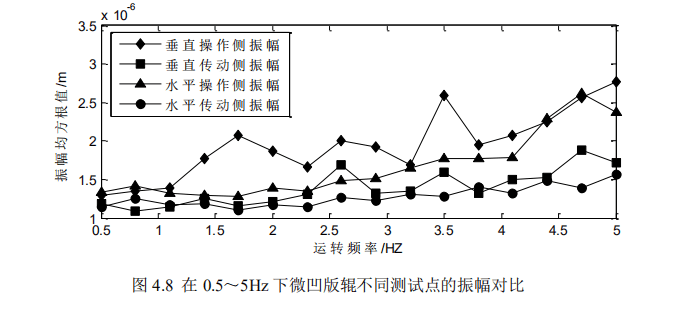
微凹辊刮刀
微凹辊的刮刀和大部分传统网纹辊工艺的刮刀是非常不同的。主要的差异是刮刀的柔韧性及刮刀和微凹辊的接触角度。 相比于传统网纹辊的刮刀,微凹辊的刮刀应该选择更薄的厚度和韧性更强的材料。刮刀压在微凹辊上压力应该尽量轻。 刮刀与微凹辊的接触角度与传统网纹辊比,更陡。传统网纹辊的接触角度如果沿接触点画延长线的话应该是差不多经过辊筒的中心线,而刮刀与微凹辊的接触角度差不多是辊筒的切线角度。因为如果微凹辊与刮刀的角度处于非切线的位置时,刮刀的磨损会非常严重和迅速,辊筒和刮刀的寿命都会因此减少很多。
微凹辊涂布量的微调整方法
在微凹辊涂布工艺中,基材的速度与涂布辊筒的速度的比值,对于涂布厚度的影响至关重要。随着辊筒转速的加快,在一定的范围内,涂布量会逐步地增加,等达到一定的峰值,又会呈现下降的趋势,整个曲线如同钟形,而并非会一直增加。通常来讲,辊筒的转速比最低应该高于60%,不然可能带不上足够多的胶水,100%-130%是一个比较常规且比较稳定的设置,130%-200%的设置范围内,转速比越往上,涂布量越高,当超过200%时,涂布量反而开始下降,并且变得不稳定。 尽管微凹辊上的孔穴设计是决定涂布量的关键参数,上面的孔穴定了涂布量,这种涂布方式性价比极具下降。但是这个时候你可以通过调转速比,从另外一个角度又给涂布量的变化提供了一种可能,通常来说,这个可调的窗口为+/-10%或者更多一些,比方说你买的辊的标准涂布量是50um,那通过转速比的调整你可以涂45-55um的厚度,并且可以保证并不影响涂布质量。
微凹版涂布弊病及解决方案微凹版涂布弊病产生原因与其他涂布方式相同之处在于:涂布环境洁净度、涂布系统稳定性、设备环境洁净度、涂布系统稳定性、设备制造安装精度、车速和张力控制精度、物料均一性、基材均一性等。除此之外,还受凹版辊本身的结构、毛细准数Ca、片基的速度、包角、凹版辊清洗程度等。微凹版涂布过程中常见的弊病有横纹、细竖道、竖条道、则肋骨棱、空气夹带、脱涂、涂层不均或厚度难以控制、点子、流平性差等。
4.1 横纹
产生的原因:凹版辊跳动误差;电机震动;其他机械震动;凹版辊、联轴器、轴承、电机轴不同心;轴承磨损厉害;车速辊速不稳定;片路张力不均。
解决方案:正确安装凹版辊和刮刀系统;消除由于电机和环境引起的震动;按时更换轴承;提高整个涂布机传动系统精度。
4.2 细竖道
产生原因:车速太快,辊太慢,比率S大;刮刀压力大或者刀片安装不平整;基材张力小和控制精度差;包角小
解决方案:调整合适比率;调解刮刀起始压力和正确安装刀片;调节张力大小;合适包角。
4.3 竖条道
产生原因:凹版辊带上物料气泡和空气夹带形成比较大的气泡;高粘度;高辊速,高车速;间隙和涂层湿厚度比率太大,涂层较薄。
解决方案:供料盘安装合适挡板,消除物料存在气泡;低粘度;低辊速,低车速;厚的湿遮盖厚度
4.4 涂层不均或厚度难以控制
产生原因:刮刀磨损,或压力不均;车速辊速不稳定;车速与凹版辊旋转速度不匹配;包角大小不合适;凹版辊或者湿润辊发生形变;凹版辊目数选择错误;物料粘度、表面张力、固含量发生变化。
解决方案:更换新刀片,调节合适压力;提高整个涂布传动系统精度;调整比率;调整包角;凹版辊垂直放置更换湿润辊;选择合适凹版辊目数;物料统一性。
4.5 点子
产生原因:基材某处的表面张力不同而产生不润湿点;物料里含有杂质或析出物;网孔里存在固体离子堆积以及部分去除形成赤裸癍;基材的多孔性。
解决方案:基材统一性;真空过滤。
4.6 流平性差
产生原因:物料粘度、表面张力不合适;选择溶剂太单一挥发速度太快;基材与物料表面张力不匹配;涂层太薄。
解决方案:调整粘度表面张力;使用多种混合溶剂;提高基材的表面张力,降低物料表面张力;更换提高目数凹版辊。
本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至81118366@qq.com举报,一经查实,本站将立刻删除。发布者:简知小编,转载请注明出处:https://www.jianzixun.com/18046.html
 微信扫一扫
微信扫一扫  支付宝扫一扫
支付宝扫一扫